大型磨床对外加工、大型外圆磨床加工
专业造纸机械配件
服务热线
0543-4816168

大型磨床对外加工、大型外圆磨床加工
专业造纸机械配件
服务热线
0543-4816168

联系人:宋经理
联系电话:150-6691-4111
公司座机:0543-4816168
地 址:山东省滨州市邹平市长山镇

大型磨床对外加工砂轮太硬,磨粒磨损后还不能脱落,标准双端面磨床加工使工件表面受到强烈的摩擦和挤压,增加了塑性变形,表面粗糙度值增大,同时还容易引起烧伤;砂轮太软,磨粒易脱落,磨削作用减弱,也会增大表面粗糙度值,所以要选合适的砂轮硬度。砂轮的修整质量与所用修整工具、修整砂轮的纵向进给量等有密切关系。上海双端面磨床加工砂轮的修整是用金刚石除去砂轮外层已钝化的磨粒,使磨粒切削刃锋利,大型外圆磨床加工降低磨削表面的表面粗糙度值。另外,修整砂轮的纵向进给量越小,修出的砂轮上的切削微刃越多,等高性越好,从而获得较小的表面粗糙度值。
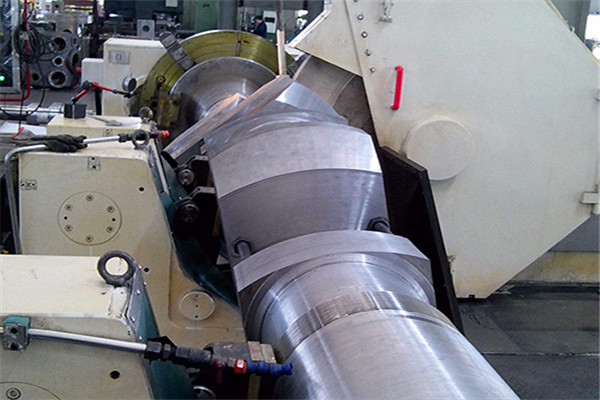
大型外圆磨床加工加工时的注意事项。为了进一步地避免振动,大型外圆磨床加工需保证修整工具牢固地夹紧在夹座上和保持小的悬垂量,以保证修整工具有足够的刚性。标准双端面磨床加工假如金刚石工具没有牢固夹紧,就会引起振动、产生噪音,在零件表面产生波纹,拉伤零件表面和损坏修整工具。一个超硬磨粒砂轮在开始磨削前,上海双端面磨床加工必须进行整形与修锐。遵循本文介绍的经验,将帮助你的砂轮产生出隹的磨削效果。中心磨削,中心磨削即普通的外圆磨削,被磨削的工件由中心孔定位,在外圆磨床或万能外圆磨床上加工。磨削后工件尺寸精度可达IT6~IT8,大型外圆磨床加工表面粗糙度Ra0.8~0.1μm。

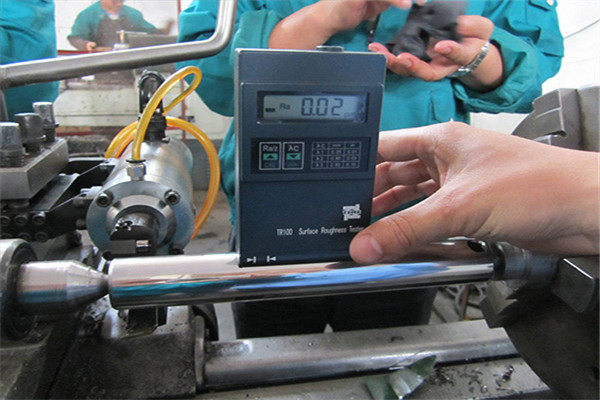
保证切削液供给充足;轴肩旁外圆尺寸较大,数控外圆磨床换向工作台停留时间太短;外圆磨床砂轮磨损、砂轮外角变圆。预防措施,上海双端面磨床加工延长外圆磨床工作台换向的停留时间。要及时修正数控外圆磨床的砂轮,保证工件磨削的精度。工件两端尺寸较大呈鞍型,数控外圆磨床的砂轮余越出工件端面太少;外圆磨床工作台停留时间太短;标准双端面磨床加工磨细长轴时,顶尖顶的太紧;外圆磨床的中心架水平撑块压力太大;大型磨床对外加工的预防措施:正确调整外圆磨床工作台上换向撞块位置,使外圆磨床砂轮越出端面为1/3-1/2的砂轮宽度。

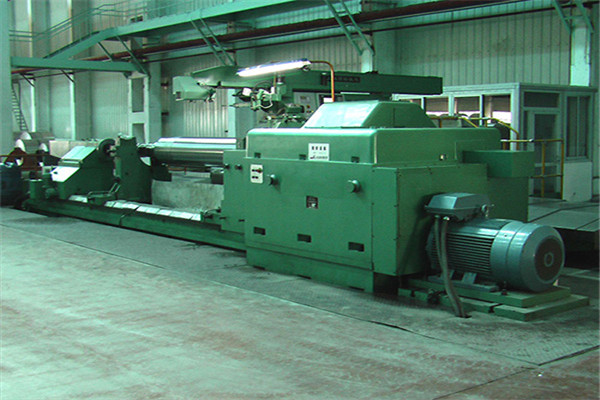
邹平嘉星机械制造有限公司是国内知名的大型磨床对外加工厂家,从事各种大型外圆磨床加工,产品覆盖专业造纸机械配件生产加工销售、各种磨床加工、外圆加工等服务,支持定制加工生产。大型磨床对外加工时的设备调试方法,大型磨床对外加工时需要先对设备进行安装调试和细节测试,邹平嘉星机械制造有限公司是国内知名的大型磨床对外加工厂家,标准双端面磨床加工有着多年的机械加工经验,今天给大家讲大型外圆磨床加工加工时如何调试设备。保持冷却,适当地使用冷却液,能加快修整速度和进步修整效率。根据经验,上海双端面磨床加工选用一股3/8英寸直径的冷却液,能够从修整器上排除大量热量,延长修整器的使用寿命。
磨床对外加工绝磁体板间距离与电磁吸盘上的绝磁层距离相等,标准双端面磨床加工导磁直角铁的四个工作表面加工成互相垂直。邹平嘉星机械制造有限公司是国内知名的大型磨床对外加工厂家,从事各种大型外圆磨床加工,产品覆盖专业造纸机械配件生产加工销售、各种磨床加工、外圆加工等服务,支持定制加工生产。上海双端面磨床加工如何处理大型磨床对外加工时磨床漏油故障,工作台两端防尘板金渗油,一般是平面磨床装配不仔细,固定防尘板金的螺丝打穿了导轨两端,从导轨直接渗油出来,解决方法是平面磨床螺丝缠生胶带打密胶再上进去。
邹平嘉星机械制造有限公司是国内知名的大型磨床对外加工厂家,从事各种大型外圆磨床加工,产品覆盖专业造纸机械配件生产加工销售、各种磨床加工、双端面磨床加工哪家好外圆加工等服务,支持定制加工生产。用大型外圆磨床加工时磨削垂直平面的技巧与诀窍,邹平嘉星机械制造有限公司是国内知名的大型磨床对外加工厂家,标准双端面磨床加工有着多年的机械加工经验,今天给大家讲外圆解磨床加工时的注意事项。1.平面磨床精密角铁的结构,平面磨床精密角铁是由两个相互垂直的工作平面组成,它们之间的垂直度偏差一般在0.005mm之内,可达到较高的加工精度。
手机:150-6691-4111 电话:0543-4816168 地址:山东省滨州市邹平县长山镇



